- Tylko materiały ferromagnetyczne mogą być mocowane przy pomocy magnetyzmu. Większość stali jest ferromagnetyczna i posiada dobre właściwości magnetyczne. Drzewo, szkło, aluminium oraz mosiądz nie są magnetyczne.
- Element stanowi część obwodu magnetycznego, obwodu między północnym i południowym biegunem magnesu. Element musi jak najlepiej zamykać obwód.
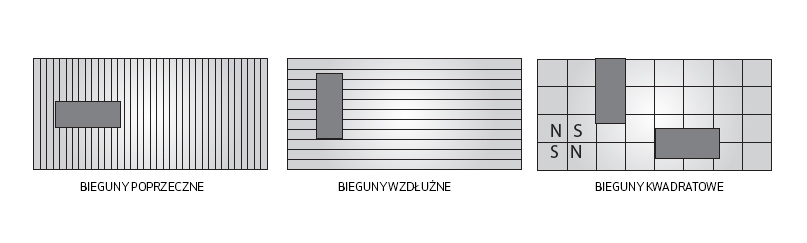
- Uchwyty magnetyczne posiadają różną orientację biegunów, patrz rysunki poniżej z prawidłową pozycją obrabianego przedmiotu.
UCHWYTY KWADRATOWE
Umieszczenie obrabianych przedmiotów na uchwytach kwadratowych
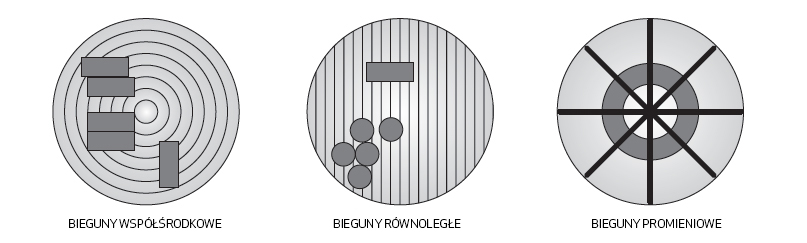
OKRĄGŁE UCHWYTY
Umieszczenie obrabianych przedmiotów na okrągłych uchwytach
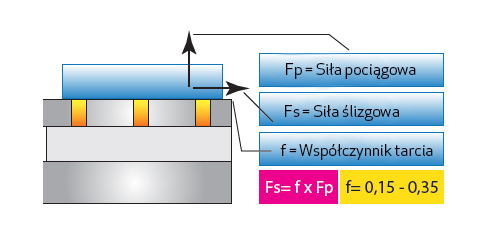
SIŁA PRZYTRZYMUJĄCA
Fp to siła przytrzymująca uchwytów magnetycznych. Siła ta często określana jest jako „nominalna” siła mocowania lub siła mocująca w dan/cm2lub kgf/cm2.
Nominalna siła przytrzymująca oparta jest na standardowej metodzie testowania:
- Obrabiany przedmiot o rozmiarze 50 x 50 x 20 mm
- Miękka stal niskowęglowa, np. S235JR
- Dolna powierzchnia stykowa
- Temperatura otoczenia 20-25°C
Standard JIS: Powierzchnia stykowa badanej sztuki ma 1 cm2. W konsekwencji daje to bardzo duże siły na cm2.
CZYNNIKI WPŁYWAJĄCE NA SIŁĘ PRZYTRZYMUJĄCĄ
1. Obszar stykowy i stan powierzchni - szczelina powietrzna
Im ściślejszy kontakt między elementem i powierzchnią mocowania, tym większa siła. Słaby kontakt, grubość, nierówności, otarcia, zanieczyszczenia i in. tworzą szczelinę powietrzną, która zmniejsza skuteczność pola magnetycznego.
2. Grubość elementu
Tylko wówczas, gdy element jest w stanie przewodzić cały dostępny prąd magnetyczny z bieguna magnesu, osiągnięta zostaje maksymalna siła przytrzymująca. Jeśli grubość materiału wynosi poniżej 50% szerokości bieguna, siła przytrzymująca będzie mniejsza.
3. Skład i stan materiału
Niskowęglowa miękka stal, taka jak S235JR, posiada bardzo dobre właściwości magnetyczne i jest idealnym materiałem, jeśli chodzi o magnetyzm. Stopy oraz obróbka termiczna obniżają właściwości magnetyczne, a także maksymalną możliwą siłę przytrzymującą. Patrz tabela.
4. Temperatura
Nominalna siła przytrzymująca mierzona jest w temperaturze pokojowej, od 20°C do 25°C. Wyższe temperatury, jak np. 60, 80°C lub więcej, mają wpływ na siłę przytrzymującą w wyniku zwiększenia oporu magnetycznego w obwodzie. W przypadku permanentnych uchwytów magnetycznych obniżenie siły przytrzymującej wynosi ok. 3% na każdy jeden °C wzrostu temperatury.
| Oznaczenie DIN |
Oznaczenie DIN |
Zawartość maks. stopu niemagn. |
Obróbka cieplna |
Magnet. Siła |
| Czyste żelazo |
- |
0,00% |
Łagodne |
105% |
| Stal konstrukcyjna |
| St37-2 |
1,0037 |
- |
Łagodne |
100% |
| St52-3 N |
1,0570 |
- |
Łagodne |
98% |
| St50-2 |
1,0050 |
- |
Łagodne |
79% |
| Stal hartowana |
| C10 |
1,0301 |
1,22% |
Łagodne |
98% |
| |
|
|
Stal hartowana |
50% |
| C15 |
1,0501 |
1,27% |
Łagodne |
98% |
| |
|
|
Stal hartowana |
50% |
| 17CrNiMo6 |
1,87 |
5,43% |
Łagodne |
76% |
| |
|
|
Stal hartowana |
40% |
| 16MnCr5 |
1,31 |
3,06% |
Łagodne |
87% |
| |
|
|
Stal hartowana |
45% |
| |
|
|
Łagodne |
86% |
| |
|
|
Stal hartowana |
44% |
| Stal azotowana |
| 34CrAl6 |
1,04 |
4,29% |
czysta |
81% |
| |
|
|
azotowana |
53% |
| 31CrMoV9 |
1,19 |
4,65% |
czysta |
80% |
| |
|
|
azotowana |
51% |
| 34CrAlNi7 |
1,50 |
5,93% |
czysta |
74% |
| |
|
|
azotowana |
48% |
| 39CrMoV13-9 |
1,23 |
6.44% |
czysta |
71% |
| |
|
|
azotowana |
46% |
| Stal automatowa |
| 15S10 |
1,0710 |
1,77% |
czysta |
95% |
| 9SMn28 |
1,0715 |
1,92% |
czysta |
94% |
| 45S20 |
1,0727 |
2,21% |
czysta |
93% |
| 60Pb20 |
1,0758 |
2,71% |
czysta |
89% |
| Stal szlachetna |
| C22 |
1,0402 |
2,96% |
Łagodne |
88% |
| |
|
|
odpuszczana |
51% |
| C45 |
1,0503 |
3,20% |
Łagodne |
85% |
| |
|
|
odpuszczana |
50% |
| Ck45 |
1,1191 |
3,50% |
Łagodne |
85% |
| |
|
|
odpuszczana |
50% |
| C60 |
1,0601 |
3,57% |
Łagodne |
85% |
| |
|
|
odpuszczana |
49% |
| Ck60 |
1,1221 |
3,65% |
Łagodne |
84% |
| |
|
|
odpuszczana |
49% |
| 43CrMo4 |
1,63 |
3,62% |
Łagodne |
84% |
| |
|
|
odpuszczana |
49% |
| 36CrNiMo4 |
1,11 |
4,37% |
Łagodne |
81% |
| |
|
|
odpuszczana |
47% |
| Stal do łożysk tocznych |
| 100Cr6 |
1,01 |
3,11% |
Łagodne |
87% |
| |
|
|
Stal hartowana |
45% |
| 100CrMn6 |
1,20 |
5,26% |
Łagodne |
77% |
| |
|
|
Stal hartowana |
40% |
| C102CrMo17 |
1,43 |
22,72% |
Łagodne |
27% |
| |
|
|
Stal hartowana |
14% |
| X8WMoCrV6-5-4 |
1,53 |
11,40% |
Łagodne |
46% |
| |
|
|
Stal hartowana |
25% |
| Stal sprężynowa |
| Ck67 |
1,1231 |
2,04% |
Łagodne |
93% |
| |
|
|
Stal hartowana |
48% |
| 60SiMn5 |
1,42 |
3,15% |
Łagodne |
87% |
| |
|
|
Stal hartowana |
45% |
| 51MnV7 |
1,25 |
2,87% |
Łagodne |
88% |
| |
|
|
Stal hartowana |
46% |
| Stali dla wyciskania przeciwbieżnego na zimno |
| Cp15 |
1,1132 |
1,10% |
Łagodne |
99% |
| 41Cr4 |
1,35 |
3,55% |
Łagodne |
85% |
OPTYMALIZACJA SIŁY PRZYTRZYMUJĄCEJ
- Zmniejszenie szczeliny powietrznej: Usuń zadziory, wybrzuszenia, rdzę i kamień wodny. W razie konieczności oczyść element. Jeśli element chwieje się, użyj wkładki magnetycznej.
- Jeśli obrabiany przedmiot ma małe wymiary, powiększ lub skompletuj obwód magnetyczny, tworząc grupy małych elementów, co umożliwi przepływowi magnetycznemu oparcie się na większej powierzchni.
- Jeśli w przypadku dużych elementów mogłoby podczas obróbki dojść do przewrócenia lub wywrócenia, użyj nasadek.
- Użyj listew ograniczających do zabezpieczenia obrabianego przedmiotu przed przesunięciem.
- W przypadku elementów o nieregularnym kształcie użyj nasadek biegunowych.
